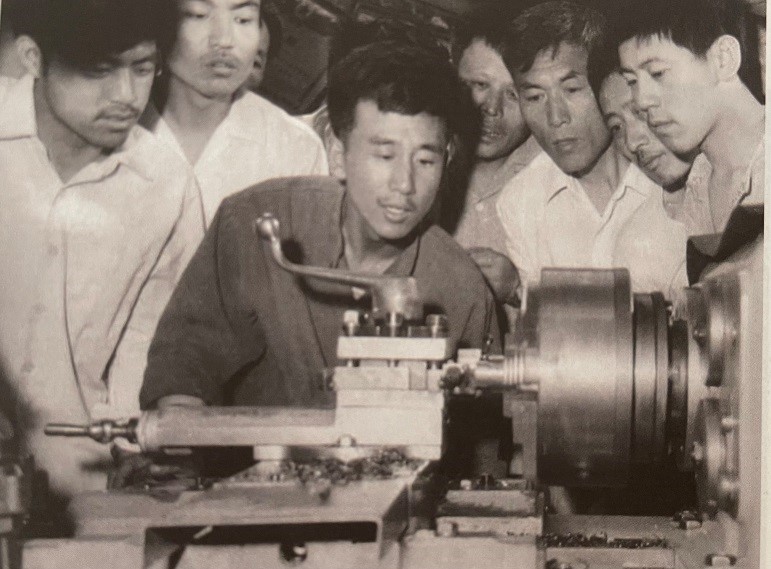
故事主人公:齐进,曾任沈阳第一机床厂工人、生产科副科长,沈阳市总工会生产部部长、副主席,中共沈阳市直属机关工作委员会书记,沈阳市副市级巡视员。上世纪70年代,作为青年工人,他围绕刀具、冷却液、加工吸尘等开展技术革新50余项,大大提高了生产效率,成为青年工人学习的楷模。

齐进
1972年6月,沈阳机床一厂接受了一批任务,其中零件高压输油管卡头分配给齐进加工。这批活任务重、精度高、难度大,而且时间要求也非常紧。齐进忙了一个班只加工20来对活儿。看着那堆着如山的毛坯件,齐进心里急得难受。“绝不能让这批活儿在我这道工序多耽搁一点时间。”正所畏初生牛犊不怕虎,齐进找到了车间领导,提出要搞技术革新、提高生产效率的想法。
令人难以置信的是,一个刚进厂两年多还没出徒的小青年竟真的搞起了技术革新。
那段时间,齐进吃不好睡不稳,毕竟自己还在学徒期间,有些图纸还看不懂。这次是他第一次搞革新,如果搞不好那可真是太丢脸了。面对技术和思想上的双重压力,这个年轻人的意志力充分地表现出来了。干!不会就学。向老师傅学!向书本学!边学边干。经过认真分析,大胆实践,齐进终于找出活儿干得慢的原因,原来是刀具强度不够,增加了工序,浪费了时间。他想到了一个办法,如果在原来一把刀切削的基础上再加一把刀,采用双刀切削,一个粗车,一个精车,这样不就能加工快了吗?在老师傅的帮助下,他做成了往复刀架,开始上车床上试验。谁知卡上刀一试,切削震动加大,根本不能正常加工。第一次试验就在几分钟时间里宣告失败了。那天晚上,齐进瞪了天棚一宿,没有睡着,脑子里反复回想着试验失败的镜头,慢慢理清了。加工时震动是因为单刀强度不够,如果把两把刀紧靠在一起,同时切削不就增加了刀具的强度了吗?他重新画图,调整结构,再次试验,效果有了一些好转。又经过几次调整试验,终于制成了往复切削辅助刀架。这样一来,生产效率由原来的班产十几对上升到90多对,工效提高了6倍多,保证质量的同时,还提前完成了生产任务。这是齐进第一次尝到技术革新的甜头,从此齐进对技术革新上了瘾。

从事机械加工的工人都知道,车床在加工轴类零件时,要把工件用顶尖顶起来加工,这样就要经过打中心孔、换顶尖、来回移动尾座等几道工序。如果加工零件批量一大,这些辅助就费时又费力。齐进心想,我们应该能要找出个更简捷的省时又省力的加工方法。赶上星期天,他和几个年轻人跑到辽宁科技情报研究所,希望能找到有关这方面的参考资料。后来,齐进发现他低估了这个问题的技术含量。大半天的功夫,只查到了一张英国的两用顶尖图片,图片上仅有几十字的外文介绍,一个实际尺寸都没有。齐进便按照图片勾画了草图,拿回车间和同事们一起研究,并提出了自己的意见。许多人都说可以尝试尝试,也有人泼冷水:“几十年了,这个活一直都是这么干的,你才上班几天就想解决,还想改变国外的东西,这不是开玩笑嘛!”此时,齐进又上来了犟劲,“谁说我们不可以对国外的东西进行改进啊?有更好的东西替代的话,为啥还用之前的呢?”从此,他便成天到晚地陷入到那顶尖的研究中。每天他都和师傅们反复研究英国那顶尖图,分析来分析去,终于从那张图片中找出了问题的主症。他们从车床加工工件的实际受力中,找出合适的弹簧,改革了结构。经过20多天的反复试验,终于革新成功了两用活顶尖,提高了生产效率两倍,减轻了劳动强度。根据科技部门鉴定,这项革新赶上和超过了英国产品样本介绍的技术,并作为沈阳机床一厂的献礼项目送到市技术革新展览馆展览。
1974年9月,车间加工一批凸轮轴车床的滚针时卡了壳。这批零件是生产上的急需件,工艺安排是磨削。但由于直径小、强度硬,加工难度非常大,一天只能磨出十几件,质量还达不到要求。齐进大胆提出用车床加工的建议,可是试验几次都失败了。有人讽刺地说:“磨床都磨不好的活,用车刀车,这不是没有金钢钻硬揽瓷器活儿嘛!”齐进心里十分清楚,按常理,磨床的加工精度肯定要比车床高,但磨床有它的局限性,有的零件更适合车床加工。如果改进加工方法,车床精度也是可以达到磨床的加工度!一天晚上,齐进在车间里一边琢磨,一边在车床上试验。他发现滚针经过淬火与普通硬质合金刀的硬度差不多了,刀具硬度不够,就不能切削工件。能不能用别的硬度更高的刀来代替普通刀呢?第二天一早,他顾不得一夜的疲惫,就跑到市技协找有经验的老师傅请教。老师傅们给他介绍了几种不同牌号的刀头,经过几番试验,确定采用两种新刀头代替了原来的刀头,并重新设计了角度,终于攻下了这个难关,提高了生产效率十几倍,保证了生产的如期完成。
“活儿总该干得更好一点!”年轻的齐进十几年如一日,围绕机械加工,在刀具、冷却液、加工吸尘等方面搞了数十项革新,许多革新过程被传为佳话。
